The PROS Trust
Roy Huntington | Veteran Gunsmith![]()
The PROS Trust
Ken Thiessen | PRS & F-Class Competitive Shooter![]()
The PROS Trust
Marty Gunderson | Long Range & 300m Prone Shooter![]()
The PROS Trust
Chad Heckler | PRS Competitive Shooter![]()
 Chamber Reamers
Chamber Reamers Headspace Gauges
Headspace GaugesBuy the Best to Build the Best
Manson Precision Reamers is the country’s premier supplier of chamber reamers, headspace gauges, and other cutting and gunsmithing tools for rifles, shotguns, handguns, and other firearms. Select a product category below or browse our online store.
PRS Collection

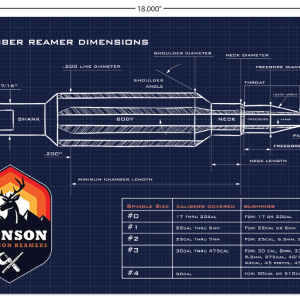
Chamber Reamers

Headspace Gauges

Cutting Tools

Muzzle Crowning Kits

Accessories

Shotgun Tooling

Receiver Truing

Pilot Bushings

Discounted Tools

Gift Certificates


latest news

Carbide Reamers Are Here: What They Mean for Your Shop
For decades, Manson has been known for high speed steel chamber reamers that gunsmiths trust. They...

Manson Precision Reamers Partners with the Precision Rifle Series for the 2026 Season
Coming in 2026, Manson Precision Reamers is joining forces with the Precision Rifle Series as the...

Two Leading Gunsmithing Schools That Trust Manson Reamers
For decades, Manson Reamers has been a trusted name in the firearms industry — known for...